The build surface of a 3D printer is critical for producing good prints. There are a few things that can go bad during a print or may prevent one from even starting printing.
The main issue is adhesion. You haven’t felt frustration until a 20 hour print gets loose at the last few layers. Other important issues are flatness and warping which might not be as important for some people with certain types of prints, but can also affect adhesion and are very important to me.
There are many techniques to get the job done, I haven’t tried all of them but through trial and error i found the method that works for me.
At first, I tried to print directly on top of the hot-bed. That’s not a good idea, not only is the hot-bed flexible and not flat, it can easily be damaged by the hot-end or a print that’s stuck too well. Applying masking tape, painter’s tape (basically the same thing) or Kapton tape (thick nylon-like tape that can withstand extreme temperatures) can protect the bed from the hot end or stuck prints and some say help with adhesion, but I saw no improvement and it does not help with the hot-bed’s flexibility.
Some use commercial products like BuildTak, but I haven’t tried it yet.
Aluminium seems like a rather popular option, but it has a few drawbacks. While having good thermal conductivity, aluminium tends to warp in high temperatures. It’s relatively soft so it gets easily scratched and damaged if not handled with care. I think a better option would be copper, which has similar mechanical properties but better thermal conductivity. (to date, I haven’t seen anyone use copper)
I guess THE best surface would be made of diamond, it has the best combination of thermal conductivity and strength, but that would be a little over budget..
It was obvious to me that glass is the way to go. It’s hard, flat, can withstand a little beating if a print is stuck and it’s cheap. I actually got mine free.

I tried a few types of glass sheets, 3mm, 4mm and 6mm thick, smooth and sandblasted.
Thickness was very important because i’m using a heated bed. The 6mm and 4mm needed a lot of time and energy to warm up to the temperature i wanted, the 3mm still serves me and it’s doing a fine job.
I thought about going 2mm but that’s harder to find and i’m afraid it might be too fragile.
The 6mm glass was actually a shelf from my bathroom. It wasn’t the right size and it was a hassle fixing it to the bed.
The 4mm had a sandblasted side and a smooth side. I thought the sandblasted side would help with adhesion but i saw no difference. I got if from a glazier who cut it form a scrap piece and gave it to me free.
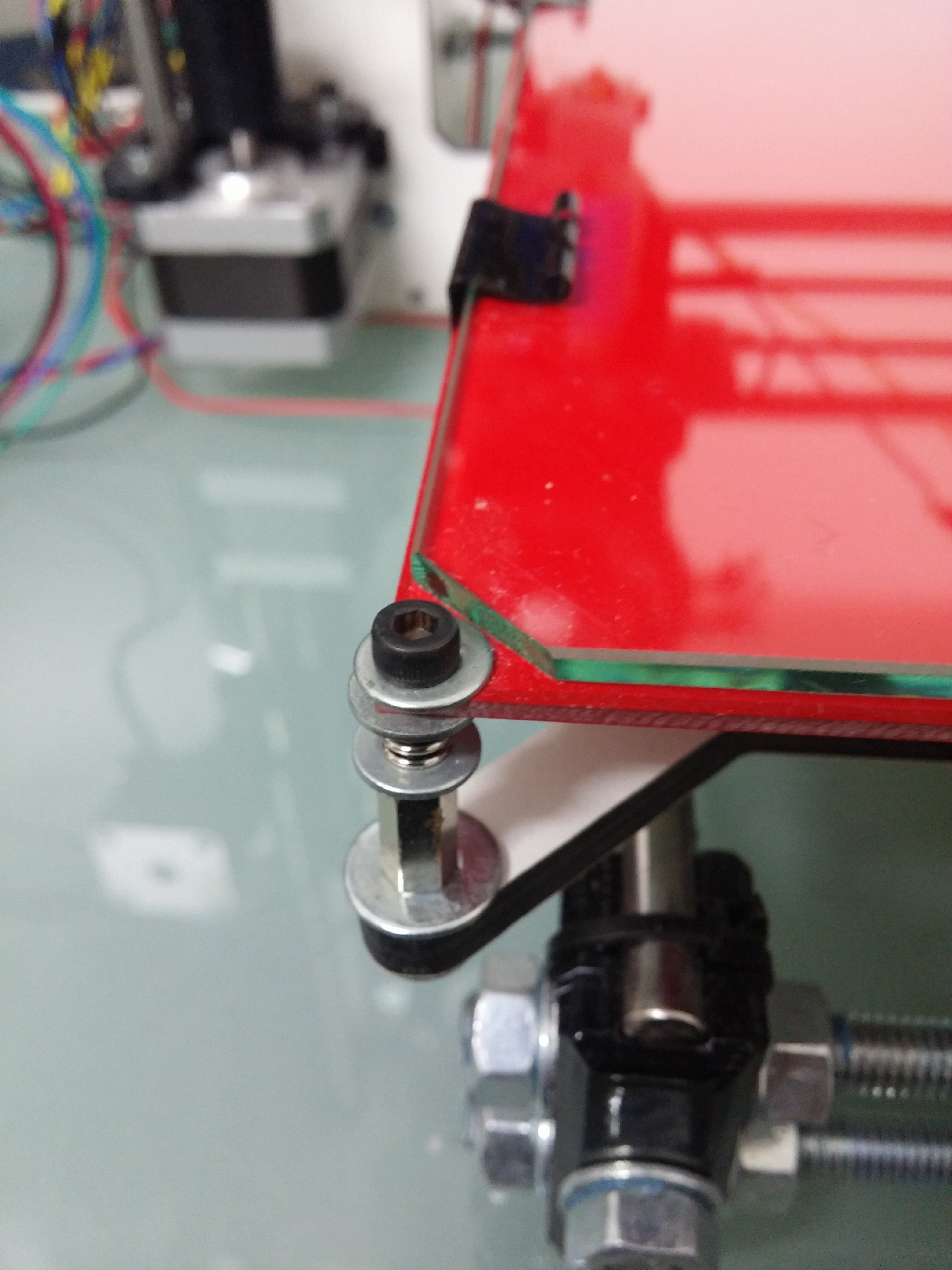
The 3mm was taken from a broken all-in-one printer’s scanner bed. I cut it to shape myself with a glass cutter and to maximize the printing area, I cut the corners to make room for the bolt heads and washers holding the bed.
 Sometimes a flat and hard surface isn’t enough to make the print stick, sometimes it needs a little help.
Sometimes a flat and hard surface isn’t enough to make the print stick, sometimes it needs a little help.
For ABS there’s a neat trick, I use ABS Juice, that’s ABS dissolved in acetone. Once applied, the acetone evaporates and leaves a thin layer of ABS on the bed for the print to stick to.
For PLA, I use UHU stic glue (like the one in the top photo). A thin layer is enough for a number of prints and it’s removed easily with hot water.
As mentioned above, some use different tapes on top of the surface, but they didn’t really work for me.

Hello mate great bllog post
LikeLike